

Станция помола цемента — это установка по производству готовой цементной продукции, которая отделяет конечную стадию готовой продукции в производстве цемента. На этом этапе в цементный клинкер добавляется соответствующее количество смешанных материалов для измельчения с целью получения готового цемента.
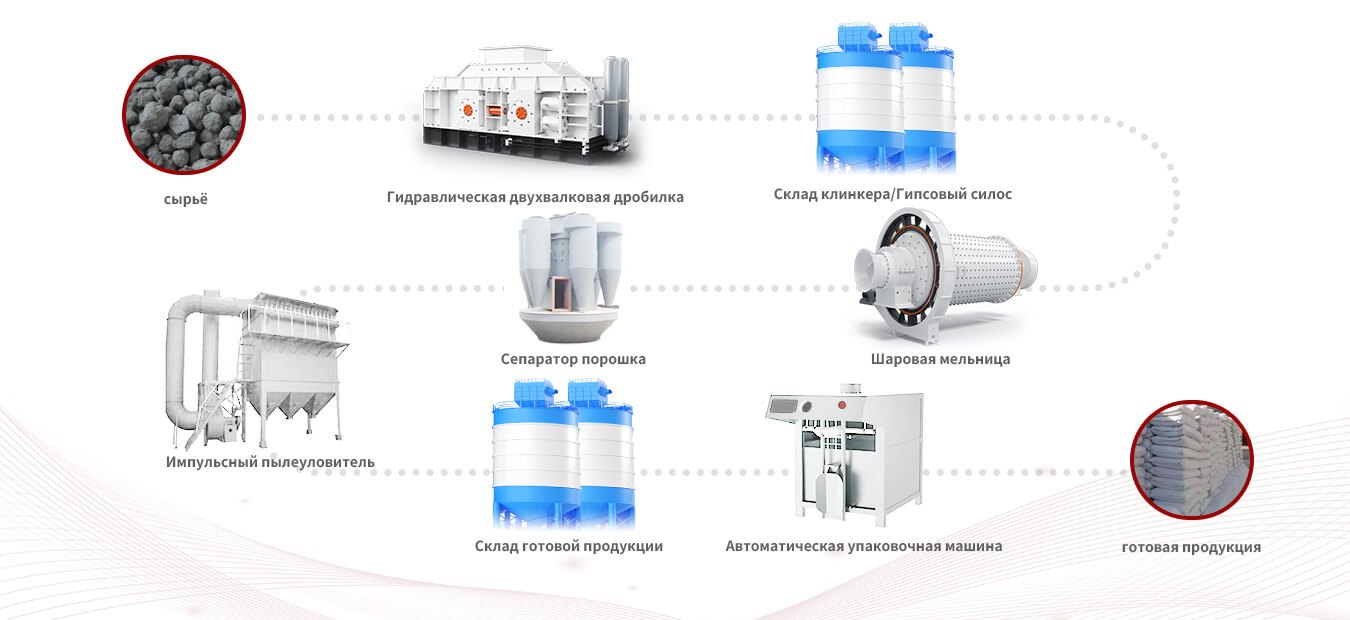
Технологический процесс на станции помола цемента
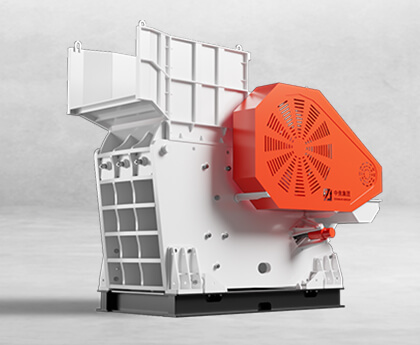
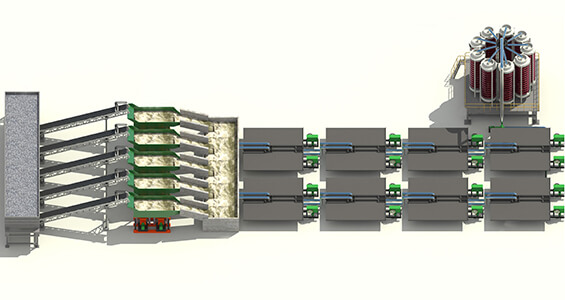
1. Проектирование линии по помолу клинкера. После измерения гипса, клинкер вращающейся печи и известняка ленточными весами подготовленная смесь отправляется в бункер для извешивания с постоянным потоком через ленточный конвейер и элеватор. В этом процессе магнитный металл удаляется железоудаляющим устройством, а затем смешанный материал подается в одну из дробилок. Все экструдированные материалы отправляются в подъемник для кек и классификатор рассеивания. Крупные материалы размером более 2,5 мм поступают в бункер для взвешивания с постоянным потоком, а затем поступают в дробилку для экструзии вместе со смесью. Мелкие материалы размером менее 2,5 мм поступают в другую дробилку для измельчения. Измельченный материал и измеренная летучая зола поступают в подъемник смеси через конвейерный желоб хвоста мельницы и отправляются в селектор порошка внутреннего циркуляции типа К через конвейерный желоб селектора порошка. Крупный порошок селектора порошка возвращается в дробилку, а мелкий порошок поступает в подъемник готовой продукции через воздушный конвейерный желоб и поступает на склад готовой продукции. Выходящий из мельницы пылесодержащий газ очищается пылеуловителем в конце мельницы, а затем выбрасывается в атмосферу вытяжным вентилятором, а собранный мелкий порошок подается в смесительный элеватор.
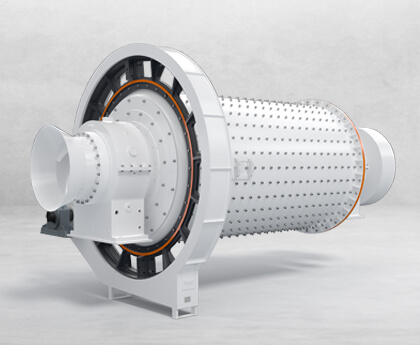
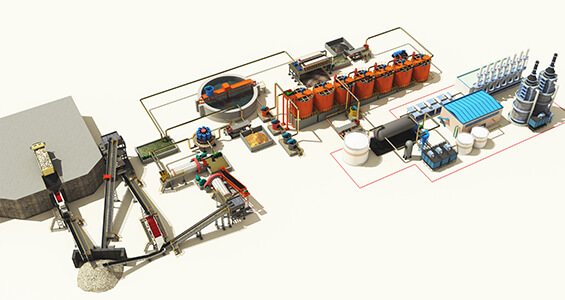
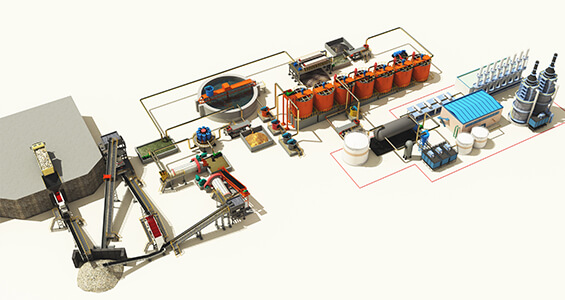
2. Проектирование производственной линии по измельчению шлака. Гипс, сухой шлак и летучая зола измеряются ленточными весами, а подготовленная смесь отправляется в мельницу через элеватор для измельчения. В этом процессе магнитный металл удаляется железоудаляющим устройством, а материал из мельницы разделяются на 2 части, одну отправляется на элеватор смеси через хвостовой конвейерный желоб мельницы, и одну отправляется в порошковый селектор типа К через конвейерный желоб порошкового селектора. Крупный порошок из порошкового селектора возвращается в мельницу, а готовый цементный продукт собирается пылеуловителем с импульсным рукавом воздушного короба, а мелкий порошок отправляется на элеватор готовой продукции через воздушный конвейерный желоб и поступает на склад готовой продукции. Пыльный газ, выходящий из мельницы, поступает в селектор порошка в качестве первичного воздуха селектора порошка типа К, а свежий воздух поступает в селектор порошка в качестве вторичного и третичного воздуха. Пыльный газ очищается пылеуловителем с импульсным рукавом воздушного короба, а затем выбрасывается в атмосферу вытяжным вентилятором.
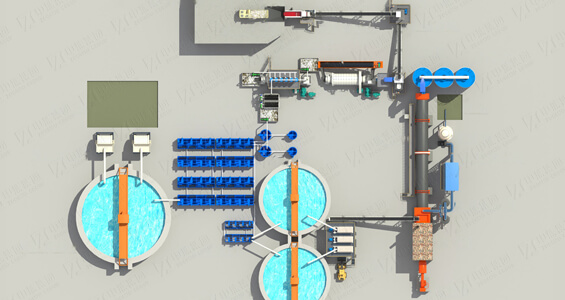
3. Проектирование смешивания шлакового порошка и клинкерного порошка. В процессе раздельного помола, помимо соблюдения требований к тонкости помола клинкерного порошка и шлакового порошка, необходимо также уделять внимание двум вопросам: точному дозированию и равномерному смешиванию. Поэтому в качестве дозирующего оборудования мы выбрали спиральные дозирующие весы и воздушный транспортный желоб, который можно использовать не только как смесительное, но и как транспортирующее устройство. Спиральная измерительная шкала состоит из однотрубной спирали перелива и однотрубной спирали дозирования. Первая играет стабилизирующую роль для обеспечения равномерной и своевременной подачи, а вторая выполняет дозирование для обеспечения точного и стабильного дозирования. Воздушный транспортный желоб использует принцип псевдоожижения для транспортировки материалов, так что шлаковый порошок и клинкерный порошок постоянно кувыркаются и перемешиваются во время процесса транспортировки.